






產品特點
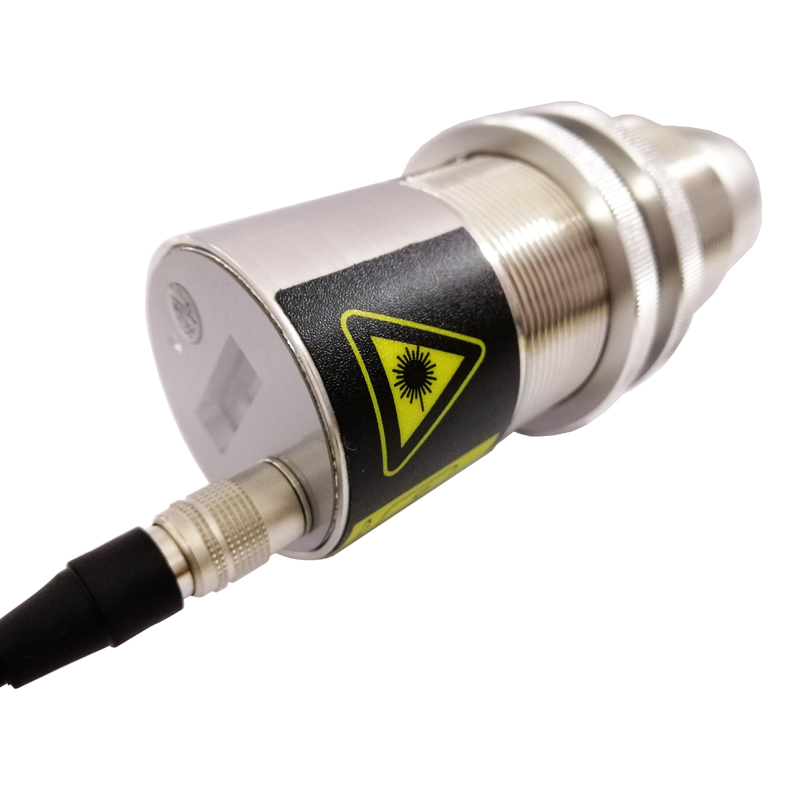
廣州菠萝蜜视频网站IS-AM鋁材專用在線式紅外測溫儀是特別(bié)為測量鋁材而設計的,具備精確激光瞄準(zhǔn)功能,LCD顯示(shì)當(dāng)前狀態,可以(yǐ)方便的對正測量目標並指示最佳的測量距離。為用戶提供使用方便、高可靠性的測量(liàng)手段。特別適合鋁材擠(jǐ)壓成型等接觸式無法測量的環境。
激光指示測量方位,可調焦鏡最(zuì)小聚焦(jiāo)可測2毫米
光斑(bān)指示最佳測量位置(200聚(jù)焦2mm和(hé)500聚焦3mm)
堅實耐用的傳感頭(tóu)符合IP65(NEMA4)標(biāo)準
LCD溫度顯示,現場發射率調節
4-20mA和數字同時輸出可選
主要應(yīng)用領(lǐng)域
鋁材,鋁板,車轂,鋁(lǚ)擠壓成型。
基本參數 | ||||
產品型號 | IS-AM600AD | 儲存溫度 | -20-80℃ | |
溫度量(liàng)程 | 100-600℃ | 環境溫度(dù) | 0-60℃ | |
環境(jìng)等級 | IP65 | 電纜長度 | 標準3m | |
淨重量 | 400g(含電纜重(chóng)量) | 主(zhǔ)體尺寸 | 直徑45mm長度112-114mm | |
主體材料 | 不鏽鋼外殼 | 響應波段 | 2.3μm | |
光學分(fèn)辨率 | 150:1 | 響應時間 | 5ms | |
焦距 | 可(kě)調(diào) | 相對濕度 | 10-95%,不結露 | |
激光點亮 | 1.引線(xiàn)觸碰點亮延時或常亮(因激光(guāng)有壽命,一般不建(jiàn)議常亮); | |||
2.目標溫(wēn)度大於儀表下限溫度瞄準自動(dòng)打開,帶延時(shí),激光延時熄滅時間可調。 | ||||
係統(tǒng)精度: | ±1% | 重複精度(dù) | ±1℃ | |
溫度分辨率: | 1℃ | 發射率 | 0.01-1.00可調(diào) | |
光學調焦:
打開瞄準激光,鬆開測溫儀前端(duān)的不(bú)鏽鋼鎖緊環,用(yòng)戶可以轉動黑色的調焦組,使得測(cè)量目標處的激光光斑最小,最清晰。此時的測溫儀(yí)在測量目標處的測量尺(chǐ)寸最小。
假定此時測量(liàng)距離為L,測(cè)溫儀在此距離上的測量直徑為M=L/距離係數。
如果測量距離L為4.5米,測溫儀距離係數為150:1,測溫儀測量直徑則為30毫米。
注意(yì):調焦完成後,應重新鎖緊不鏽(xiù)鋼(gāng)鎖緊環,以確(què)保(bǎo)測量的可靠性。
下麵的光(guāng)路圖(tú)表明了(le)測(cè)溫儀在其他測量點的測量直徑。
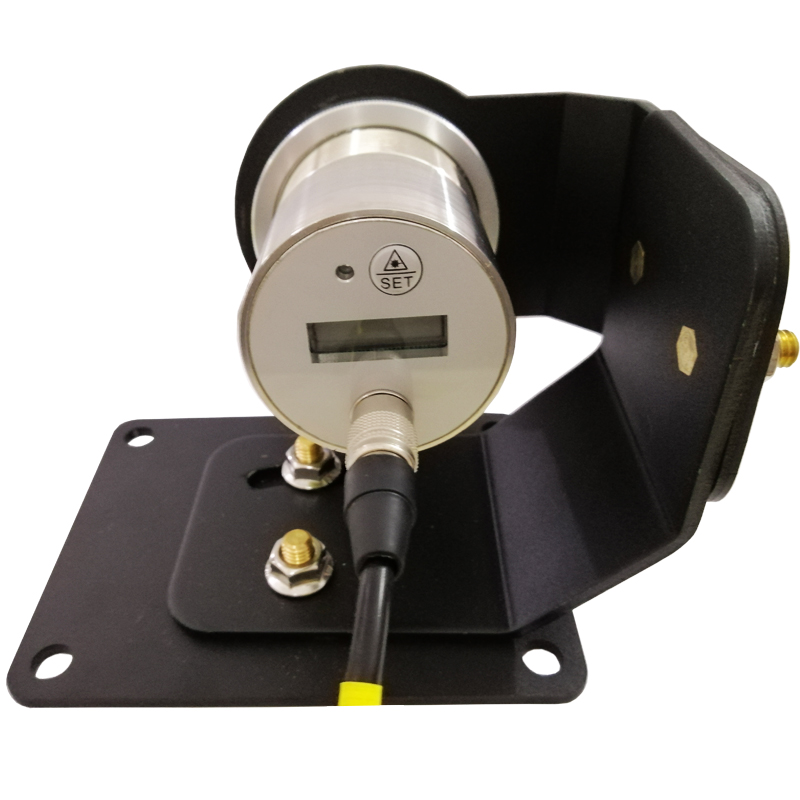
同軸單激光聚(jù)焦瞄準固定安裝(zhuāng)自帶顯示在線式感應紅外測溫儀(圖1)")
選型表
型(xíng)號 | 溫度量程 | 測量(liàng)波長 | 距離係數 | 響應時間 | 焦距 |
IS-AM300AD | 50-300℃ | 2.3μm | 65:1 | ≤20mS(95%) | 90@1.5mm |
IS-AM400AD | 70-400℃ | 2.3μm | 150:1 | ≤5mS(95%) | 300@2mm |
IS-AM600AD | 100-600℃ | 2.3μm | 150:1 | ≤5mS(95%) | 300@2mm |
IS-AM1000AD | 250-1000℃ | 1.6μm | 150:1 | ≤5mS(95%) | 300@2mm |
工作原理及注意事項
a、紅外測溫原理
任何物體都向外輻射紅外能(néng)量,輻射強度隨著溫度的(de)變化而變化(huà)。紅外測溫(wēn)儀一般使用波長在0.8μm-18μm範圍內的紅外輻(fú)射能量。
紅外測溫儀是一種光電子傳感器(qì),它接收紅外輻射並將其轉化成電信號(hào),經電子線路放大(dà)器、線性化(huà)、信號處理,顯示或輸出溫度。
b、被測量點(diǎn)的最大距離和(hé)尺寸
被測目標(biāo)的(de)尺寸和紅(hóng)外測溫儀的光(guāng)學特性決定了被測目標和測量頭之間(jiān)的(de)最(zuì)大距離。為了避免測量誤差,被測目標應盡量充滿探(tàn)測頭(tóu)的(de)視場。因此,應保持被測點始終小於被測物體或至(zhì)少與被測目標相同尺寸(cùn)。
C、環境溫(wēn)度
AM係列紅外測溫儀可以在環境溫度0-60℃範圍內工作。否則,請選用冷卻保(bǎo)護套。
d、鏡(jìng)頭清潔
儀器(qì)的鏡頭必須保持清潔,避免因粘有灰塵、煙塵等汙染物而導致測量誤差甚至損壞鏡頭,若鏡頭粘有灰塵(chén),可用擦鏡紙蘸無(wú)水酒精擦拭。
e、電磁(cí)幹擾
為了防止電磁方麵(miàn)的幹擾,請保證以下措施:
請在安裝時盡量使紅外測溫儀遠離電磁場源(比如電(diàn)動機、馬達、大功率電纜等),如有必要可加金屬(shǔ)套管。
安裝
a、機械安裝
AM係列金屬殼體帶M45*1螺紋,可用(yòng)於直接安裝,也(yě)可通過使用安裝支架進行安(ān)裝,可調安(ān)裝支架能夠使測(cè)量頭的調節更(gèng)加方便。
在調整被測目標與測量頭時必須確保光路無遮擋。
觸式在線式工業紅外測溫儀(0~500℃)(圖6)")
b、電氣安裝接線
AM係列 | ||||
紅(hóng) | 黑 | 藍 | 透(tòu)明線 | 白 |
24V電源正 | 公共負極 | mA輸出+ | 屏蔽 | 接黑色地可點亮激光 (但不建議常亮) |
外型尺寸和選件
a、主體及支架外型尺寸
同軸單激光聚焦瞄準固(gù)定安裝自帶顯示在線式感應紅外測溫儀(圖3)")
同軸單激光聚(jù)焦瞄準固定安裝自(zì)帶顯示在(zài)線式感應紅外測(cè)溫儀(圖4)")
同軸單激光聚焦瞄準固定安裝自帶顯示在線式感應紅外測溫儀(圖5)")
同軸單激光聚焦瞄準固定安(ān)裝自帶顯示在線式感應(yīng)紅外測溫儀(圖6)")
同軸單激光聚(jù)焦瞄準固定安裝自帶顯示在線(xiàn)式感(gǎn)應(yīng)紅外測溫儀(圖6)")
b、選件
(1)吹掃器
同軸單激光聚焦瞄準固定安裝自帶顯示在線式感應紅(hóng)外測(cè)溫儀(圖8)")
同軸單激光聚焦瞄準固定安裝自帶顯示在線式感應(yīng)紅外測溫儀(圖9)")
(2)冷卻保護套(←點擊了解詳情)
AM係列(liè)冷卻裝置通壓縮空氣時最高可耐溫150度(dù)左右,通冷卻水時,最高可(kě)耐溫200度左右。冷卻裝置為全包型,前端配有吹掃器,內附紅外玻璃(lí),可防塵;後部(bù)分是冷卻套,帶可調的安裝支(zhī)架。我們(men)隻提供冷(lěng)卻介質的接口,氣管/水(shuǐ)管需客戶自(zì)備。氣管(guǎn)統一尺寸:6mm外徑。水管統一外徑:8mm。
同軸單激光聚焦瞄準固定安裝自帶顯示在線式感(gǎn)應紅外測溫儀(圖10)")
同軸單激光聚焦瞄準固定安裝自帶顯示在線(xiàn)式感應紅外測溫儀(圖11)")
菠萝蜜视频网站IS-CF300AD(50-300℃)同軸單(dān)激光聚焦瞄準固定安裝(zhuāng)自帶顯示在線式感應紅外測溫儀(圖12)")
輻射率調(diào)節
按<SET> 鍵約(yuē) 5秒進入輻射率設定, 第三位小數位在閃動,通(tōng)過<SET>鍵(jiàn)進行設定(0~9),2秒後第二位小(xiǎo)數位閃動,通過<SET>鍵進行設定(0~9), 2秒後第三位小數位(wèi)閃動(dòng),通過<SET>鍵進行設定(0~9), 2秒後第個位數位閃動,通過<SET>進行設(shè)定(0~1),再過2秒自動退出,自動保存。
激光及發射率按鍵
按鍵執行激光開關功能及發射率設置功(gōng)能。
功能按鍵與參數設置
激光的使用
每按按鍵一次,探頭(tóu)執行激光開、關操作,位於開關旁的指示燈會同時工作。激光打開後,CFL係列在30秒左右會自動關閉,CF係列(liè)在3-4分鍾左(zuǒ)右會自動關閉。
發射率
確定物體的發射率
物體向外發射的紅外輻射強度取決於這個物體的溫度和這個物體表麵材料的輻射特(tè)性,我們用發射率(ε-Epsilon)這(zhè)個(gè)參數(shù)描述物體向外輻射能量的能力。發射率的取值範圍可以從0到100%。我們通常說的“黑體”是指發射(shè)率(lǜ)為1.0的理想輻射源,而鏡子的(de)發射率一般為0.1。如果用紅外測溫儀(yí)測量溫度時選擇的發射率過高,測溫儀顯示的溫(wēn)度將低於被(bèi)測目(mù)標的真實溫(wēn)度——假設被測目標(biāo)的溫度高於環境溫度。
低發射率(反光表麵)物體由於其他外輻射的幹擾或背景目標(火焰、加熱係統、耐火材料)而造成的測量誤差,在這種(zhǒng)情況下減小測(cè)量誤差(chà),要非常(cháng)仔細的安裝並且保護探頭避開反射的輻射源。
確定(dìng)物體的(de)未知發射率可遵從以下步驟:
——用其他接觸式儀表確定被測物體的真實溫度,然後用紅外測溫儀測量(liàng)該物體,通過調節發射率設置,使紅外測溫儀顯示值與(yǔ)物體的真實溫度一致。
——對(duì)低溫(wēn)型測溫儀,可以將被測物體的(de)一部分表麵用發射率為0.98的黑顏料塗平,將紅外測溫儀的發射率調為0.98,測出該部分的溫度,然後測(cè)量相鄰邊緣的溫度並調節發射率直到顯示值與剛才測量的溫(wēn)度一致。
典型發射率
當上(shàng)麵提到的方法都不能幫助你確定某物體(tǐ)的發射(shè)率時,你可以(yǐ)使(shǐ)用附表給出的發射率表。這隻是平均值,實(shí)際(jì)材料的發射率(lǜ)取決於下列因素:
-材料溫度
-測量角度
-表麵的幾何形狀
-材料厚度
-材料(liào)的表麵結構(拋光,氧化,粗糙,噴(pēn)沙)。
-測量的光譜範圍
-透射率(比如薄膜)
常(cháng)見(jiàn)金屬材(cái)料的(de)發射率表
金屬的發射率表
為了優(yōu)化表麵溫度測量準確度:
1、確定物體的發(fā)射率以及用於測量的設備的光譜範圍。
2、將被測對象與周圍(wéi)的(de)熱源(yuán)屏蔽開,避(bì)免反射。
3、對於溫度較高的物體,盡可能使用較短波長的設備。
4、對於半透明材料,例如塑料膜或玻璃,確保背景均勻且溫度低於被測對象。
5、當發射率(lǜ)低於0.9時,使設備垂直於物體表麵。在任何情況下,入射角都不得超過30°。
以(yǐ)下值為近(jìn)似值,根據材料的實際表麵和條件不同可能會有所變化。 n.r.=不推薦
材料 | 發(fā)射(shè)率 | ||
1.0µm | 1.6µm | 8-14µm | |
鋁 | |||
未氧化 | 0.1-0.2 | 0.02-0.2 | n.r. |
氧化 | 0.4 | 0.4 | 0.2-0.4 |
鋁合金(jīn)A3003 | |||
氧化 | n.r. | 0.4 | 0.3 |
毛麵 | 0.2-0.8 | 0.2-0.6 | 0.1-0.3 |
光麵 | 0.1-0.2 | 0.02-0.1 | n.r. |
黃銅 | |||
光麵 | 0.8-0.95 | 0.01-0.05 | n.r. |
砑光麵 | n.r. | n.r. | 0.3 |
氧化 | 0.6 | 0.6 | 0.5 |
鉻 | 0.4 | 0.4 | n.r. |
銅 | |||
光麵 | n.r. | 0.03 | n.r. |
毛麵 | n.r. | 0.05-0.2 | n.r. |
氧(yǎng)化 | 0.2-0.8 | 0.2-0.9 | 0.4-0.8 |
電氣接線端子 | n.r. | n.r. | 0.6 |
金 | 0.3 | 0.01-0.1 | n.r. |
Haynes | |||
合金 | 0.5-0.9 | 0.6-0.9 | 0.3-0.8 |
鉻鎳鐵合(hé)金 | |||
氧化 | 0.4-0.9 | 0.6-0.9 | 0.7-.95 |
噴砂 | 0.3-0.4 | 0.3-0.6 | 0.3-0.6 |
電拋光麵 | 0.2-0.5 | 0.25 | 0.15 |
鐵 | |||
氧化 | 0.4-0.8 | 0.5-0.9 | 0.5-0.9 |
未氧化 | 0.35 | 0.1-0.3 | n.r. |
鐵鏽 | n.r. | 0.6-0.9 | 0.5-0.7 |
熔融 | 0.35 | 0.4-0.6 | n.r. |
鐵,鑄鐵 | |||
氧(yǎng)化 | 0.7-0.9 | 0.7-0.9 | 0.6-0.95 |
未氧化 | 0.35 | 0.3 | 0.2 |
熔融 | .035 | 0.3-0.4 | 0.2-0.3 |
鐵,鍛造 | |||
鈍鐵 | 0.9 | 0.9 | 0.9 |
鉛 | |||
光麵 | 0.35 | 0.05-0.2 | n.r. |
毛麵 | 0.65 | 0.6 | 0.4 |
氧化 | n.r. | 0.3-0.7 | 0.2-0.6 |
鎂 | 0.3-0.8 | 0.05-0.3 | n.r. |
汞 | n.r. | 0.05-0.15 | n.r. |
鉬 | |||
氧化 | 0.5-0.9 | 0.4-0.9 | 0.2-0.6 |
未氧化 | 0.25-0.35 | 0.1-0.35 | |
鎳 | |||
氧化 | 0.8-0.9 | 0.4-0.7 | 0.2-0.5 |
電(diàn)解 | 0.2-0.04 | 0.1-0.3 | n.r. |
鉑 | |||
黑 | n.r. | 0.95 | 0.9 |
銀 | n.r. | 0.02 | .n.r |
鋼 | |||
冷(lěng)軋(zhá) | 0.8-0.9 | 0.8-0.9 | 0.7-0.9 |
地(dì)墊 | n.r. | n.r. | 0.4-0.6 |
光澤鋼片 | 0.35 | 0.25 | 0.1 |
熔(róng)融 | 0.35 | 0.25-0.4 | n.r. |
氧(yǎng)化 | 0.8-0.9 | 0.8-0.9 | 0.7-0.9 |
不鏽鋼 | 0.35 | 0.2-0.9 | 0.1-0.8 |
錫(未氧化) | 0.25 | 0.1-0.3 | n.r. |
鈦 | |||
光麵 | 0.5-0.75 | 0.3-0.5 | n.r. |
氧化 | n.r. | 0.6-0.8 | 0.5-0.6 |
鎢 | n.r. | 0.1-0.6 | n.r. |
光(guāng)麵 | 0.35-0.4 | 0.1-0.3 | n.r. |
鋅 | |||
氧化 | 0.6 | 0.15 | 0.1 |
光麵 | 0.5 | 0.05 | n.r. |



 客服1
客服1  客服2
客服2